

北京市西城区文兴东街2号
云开·全站apply体育官方平台,kaiyun登录入口登录APP下载,kaiyun体育平台安全技术站群
深圳云开·全站apply体育官方平台,kaiyun登录入口登录APP下载,kaiyun体育平台安全技术股份有限公司
成都市云开·全站apply体育官方平台,kaiyun登录入口登录APP下载,kaiyun体育平台安全实业有限公司
关注云开·全站apply体育官方平台,kaiyun登录入口登录APP下载,kaiyun体育平台安全技术

深圳云开·全站apply体育官方平台,kaiyun登录入口登录APP下载,kaiyun体育平台安全技术股份有限公司
成都市云开·全站apply体育官方平台,kaiyun登录入口登录APP下载,kaiyun体育平台安全实业有限公司
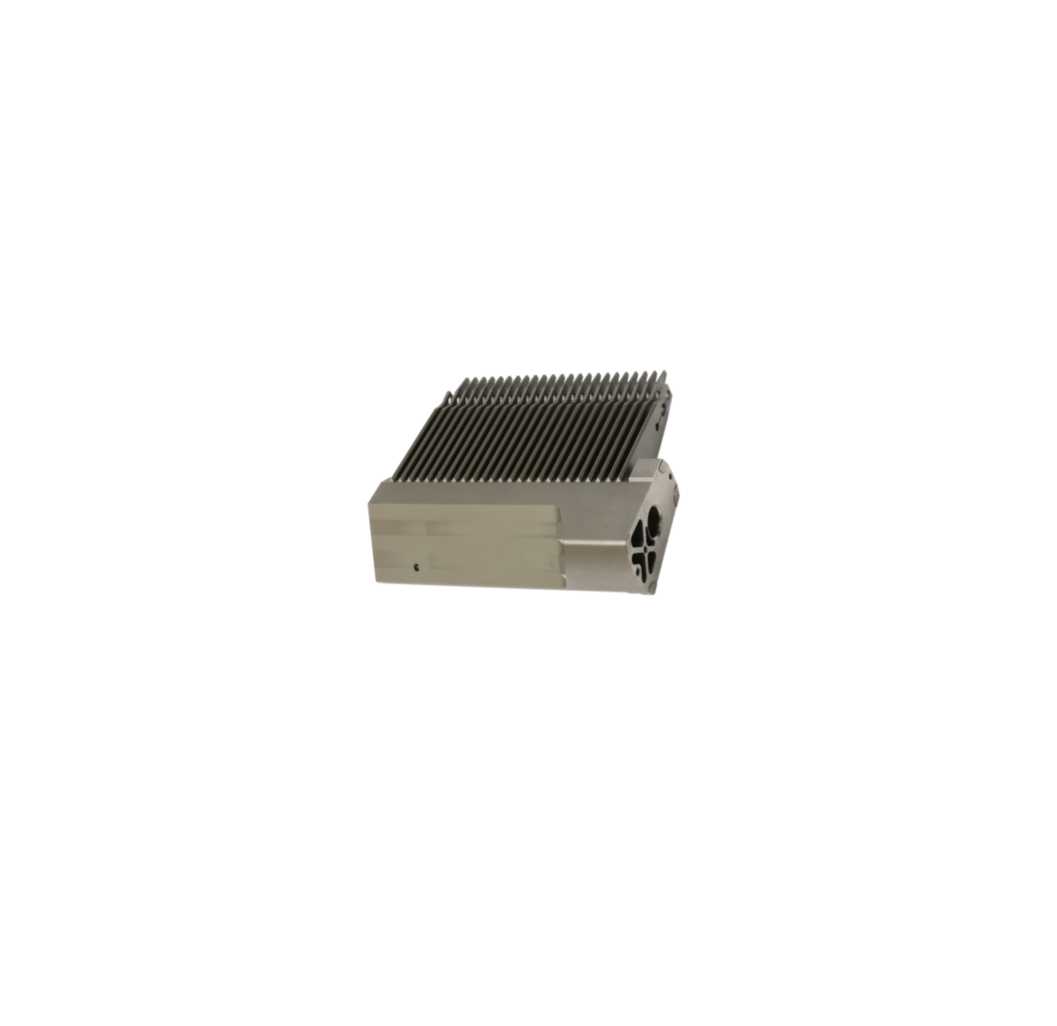
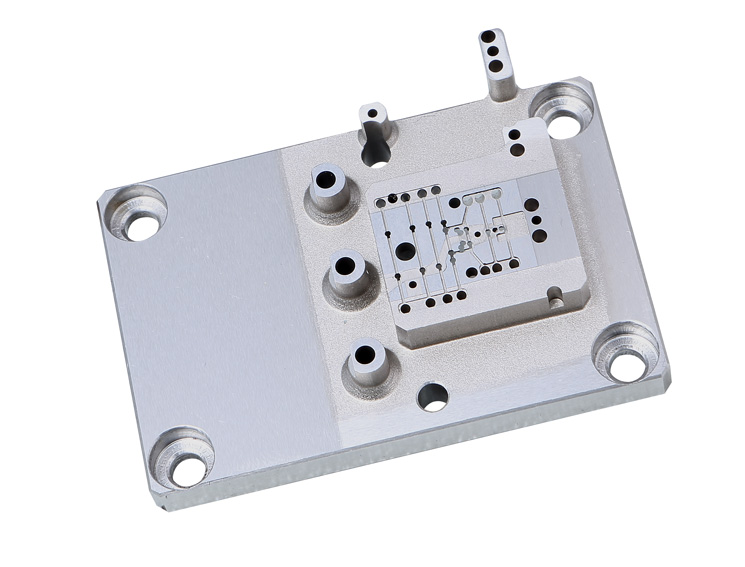 产品名:HGA弹性臂压块 材 料:440C或CD650钨钢 主要工艺:电火花,慢走丝、平磨 技术难点: --零件尺寸小而几何尺寸/形位公差精度极精; --所有精孔尺寸/位置精度0.003mm由慢走丝/镗磨加工; --顶部十余处电火花加工异型浅槽轮廓/深度公差0.003mm --整体金刚石涂层 |  产品名:PZT载板 材料: Al 6061-T6 主要工艺:CNC 技术难点: --所有120控制孔径公差0.005mm以及位置度公差0.005mm. --硬质黑色氧化处理后保证整体平面度0.02mm以内。 |  产品名:集成安装盒 材料:AL6061 主要工艺:CNC,硬黑氧化+化学转化膜 技术难点: -- CNC多轴加工;六面平面度、平行度、垂直度全部0.005~0.01mm; --三面精孔位置度0.01以内; --近300处尺寸由CNC多次/多面加工/CMM三坐标测量确保。 |
 产品名:E-驱动架 材料:钛合金 主要工艺:CNC、平磨、慢走丝 技术难点: --多层薄片架变形控制难度大,平面度0.01mm; -- 各层薄片架位置精度±0.015mm; |  产品名: 销钉/阀芯螺丝类小零件 材 料:不锈钢、铝/铜合金 主要工艺:自动车床 技术难点: --多轴自动车床批量加工,精度0.005mm |  产品名:冲压模-冲头 材料:CD650钨钢 主要工艺:平磨、慢走丝、抛光 技术难点: --尺寸及形位公差精度0.003mm; --冲头成型部位抛光Ra0.05 |
 产品名:DK冲针 材料: 440C 主要工艺:磨床、电火花 技术难点: --细长特征加工难度大,内外径同轴度0.005mm; --冲针头部轮廓度0.003mm; --整体氮化钛涂层 |  产品名:HGA成型冲头 材料: CD650 + PCD 主要工艺:焊接、平磨、慢走丝 技术难点: -- PCD硬度及寿命高于钨钢多倍 --尺寸与形位公差精度 0.003mm -- PCD部分表面粗糙度Ra0.2 |  产品名:HGA压头 材料: 440C 主要工艺:电火花,抛光 技术难点: --外形尺寸及形位公差0.003 --顶部电火花加工异型槽轮廓/深度公差0.003mm --整体金刚石涂层 |
 产品名:缓冲片冲头 材料:CD650 & ASP23, Torlon 主要工艺:电火花、磨床、抛光 技术难点: --外形与D型冲孔模轮廓度0.003mm; --内孔与外圆同轴度公差+/-0.0015mm; -- 组合设计,头部可互换 --外观严格:100倍显微镜下检查D型斜面刀口锐边不可崩缺。 | 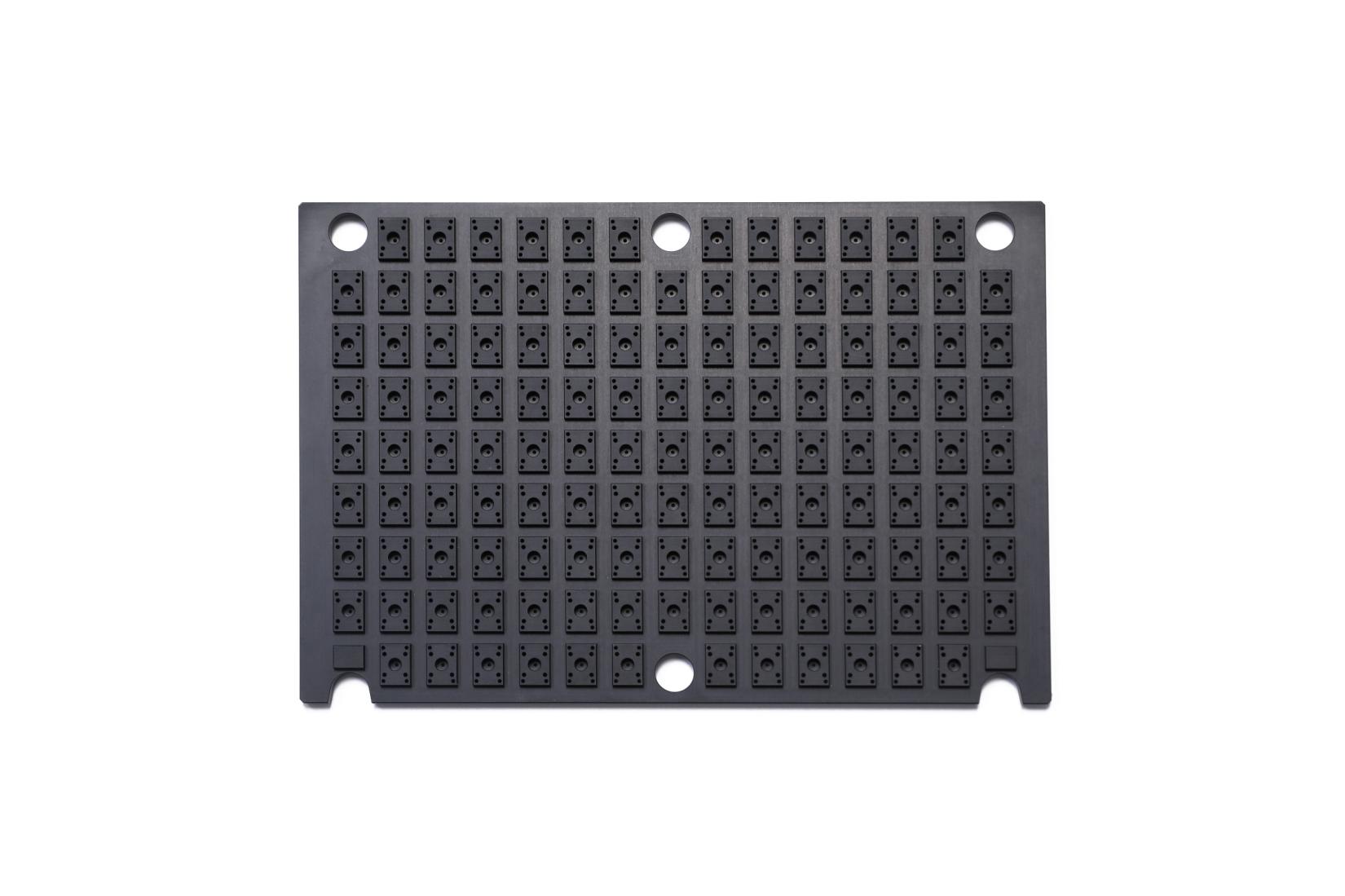 1.产品名称:托盘单元 2.材料:AL6061 3.主要工艺:CNC 4.技术难点:凸台外形尺寸±0.02mm,八个小孔公差+0.01mm,位置度±0.01mm |  1.产品名称:三通 2.材料: 7075-T6 3.主要工艺: 车床, CNC 4.技术难点:各外圆全跳动0.01,各端面到轴线距离±0.005mm |
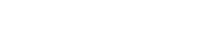
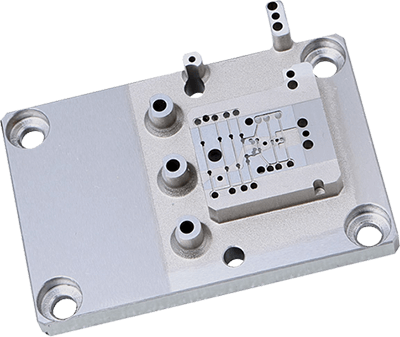
 1.产品名称:模具 2.材料:SUS316L 3.主要工艺:CNC 4.技术难点:21个孔位公差±0.005mm,孔内粗糙度Ra0.1-0.2,且不能有划痕 | 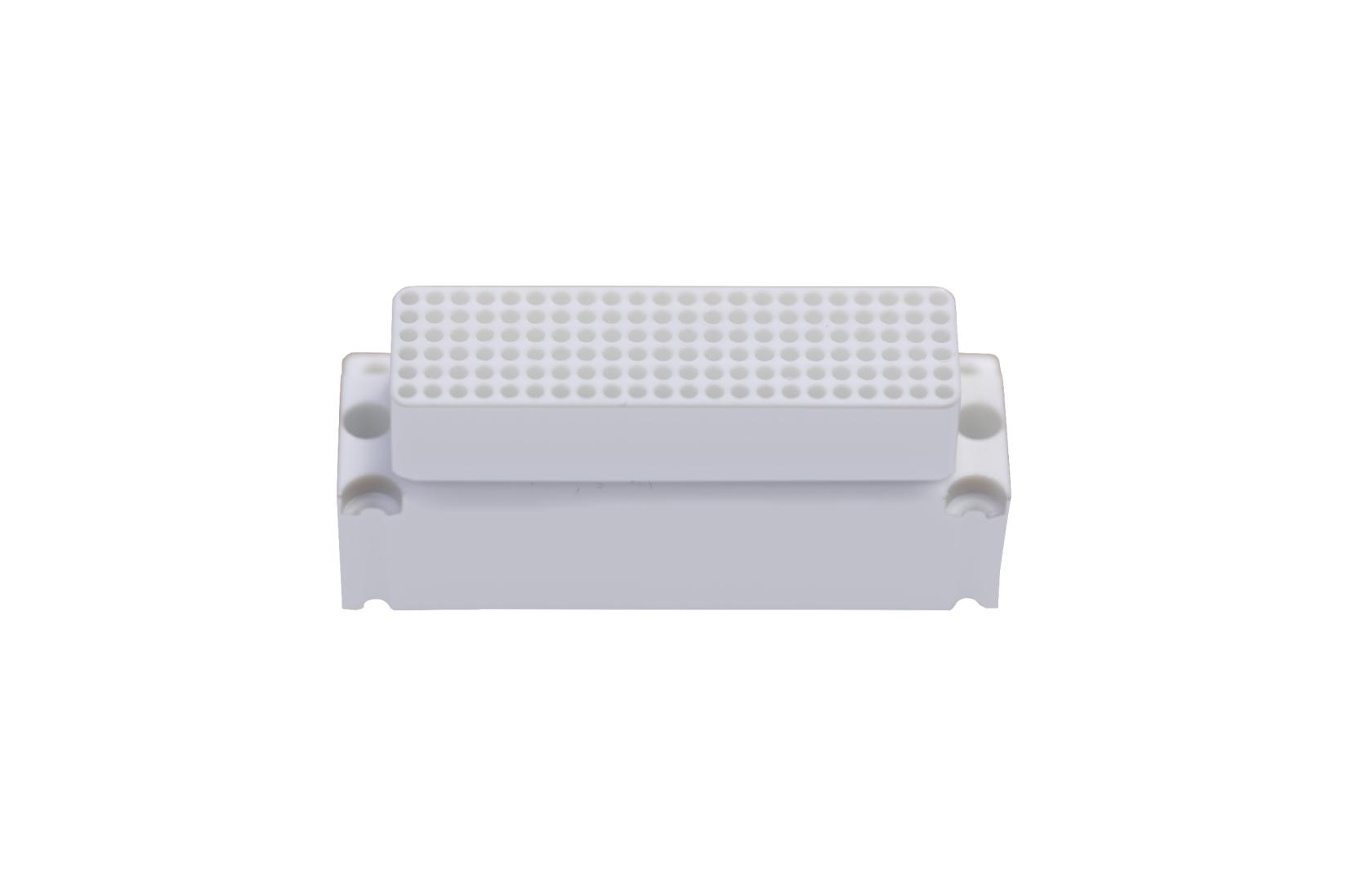 2.材料:白色PET 3.主要工艺:CNC 4.技术难点:φ1.4孔公差+0.02mm,深度20.8mm,公差-0.03mm,位置度±0.01 |  2.材料:SUS316 3.主要工艺:数车、四轴CNC 4.技术难点:内孔及头部外圆同轴度0.03 |
 1.产品名称:AC 执行器块 2.材料:6061-T6 3.主要工艺:慢丝,CNC 4.技术难点:22个0.18槽公差±0.02mm,头部厚度公差±0.01mm,间距±0.01mm,平行度0.01 | 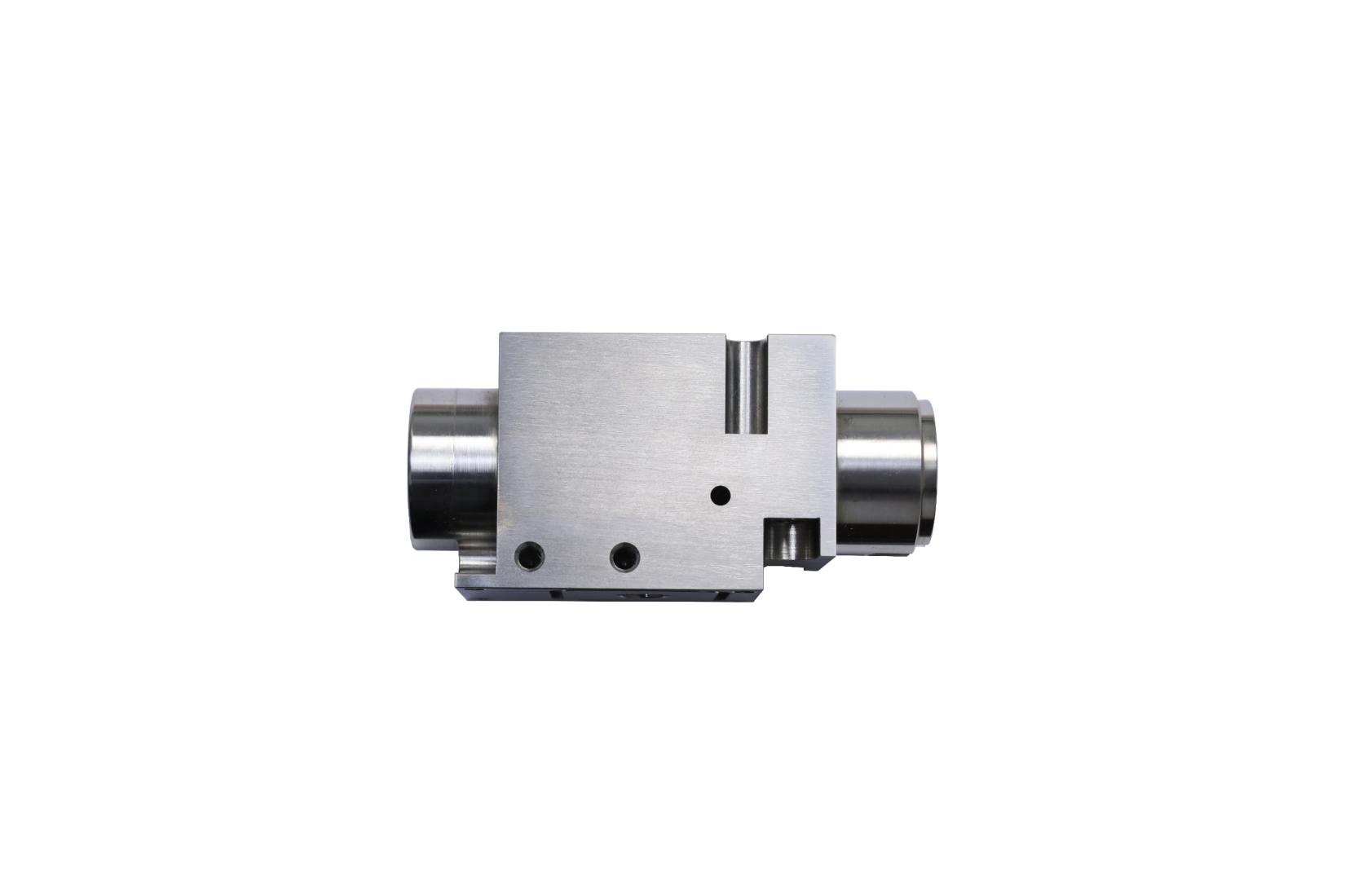 1.产品名称:活塞缸体 2.材料:17-4 HP 不锈钢 3.主要工艺:数车、CNC 4.技术难点:两头内孔和螺纹相对于外形位置度±0.01mm,光洁度Ra0.2-0.4 |  1.产品名称:通止规 2.材料:9Mn2v 3.主要工艺:磨床 4.技术难点:中间槽尺寸±0.005mm,平面度0.0045,平行度0.006,粗糙度Rzmax1 |
 1.产品名称:滑动组顶块 2.材料:TEKAPEEK CMF 3.主要工艺:CNC 4.技术难点:小孔尺寸为φ0.31+0.02mm,相互孔位为±0.0075mm | 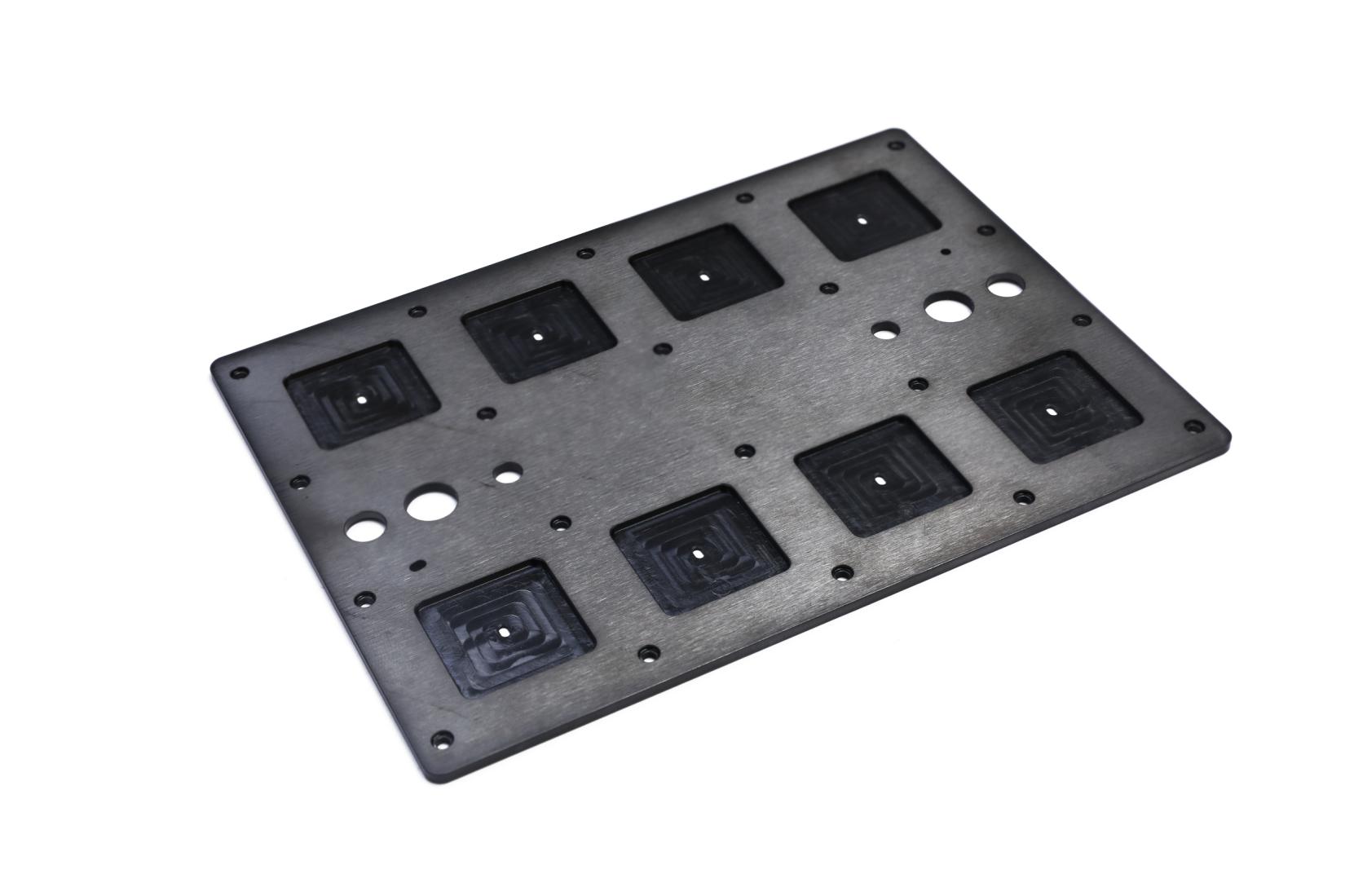 2.材料:SUS420 3.主要工艺:慢丝、火花 4.技术难点:慢丝火花加工处利边,深度及尺寸公差均为+0.01mm,相对位置±0.01mm |  1.产品名称:Holder转轴 2.材料:ZL101A,铝铸坯 3.主要工艺:铸造、数车、CNC 4.技术难点:铸坯材质均匀性,人工时效控制变形,两端精轴同轴度0.02mm |
请填写以下表格,我们将尽快与您联系
您的姓名 *
您的公司 *
您的电话 *
您的邮箱 *
您的留言 *





